Al evaluar visualmente el color, todos aceptan o rechazan las coincidencias de color en función de sus habilidades de percepción del color. En la fabricación, esta subjetividad puede llevar a la confusión y la frustración entre clientes, proveedores, vendedores, producción y gestión.
¿Son estas diferencias de color aceptables?
Es por eso que los dispositivos de medición de color son importantes en muchas industrias. Al medir los colores con un espectrofotómetro, puede comunicar y comparar datos espectrales para obtener resultados exactos.
Para ayudar en las decisiones de color, los límites de aceptabilidad del color llamados tolerancias se pueden establecer como directrices para cuánto diferencia de color percibida es aceptable. Las tolerancias se utilizan para controlar el color, asegurar la consistencia dentro de una producción y minimizar la variabilidad entre lotes. Pero incluso cuando se utilizan los datos espectrales y las tolerancias para cuantificar el color, los clientes y los proveedores siguen estando en desacuerdo.
¿Por qué sucede esto?
A lo largo de los años se han desarrollado diferentes sistemas de ordenación numérica. Si el cliente y el proveedor están utilizando diferentes, la tolerancia - y el color aceptable - será diferente. Hoy vamos a ver los métodos de tolerancia más comunes para que pueda estar preparado, no importa qué método se espera que utilice.
Por qué no siempre puedes contar con tus ojos?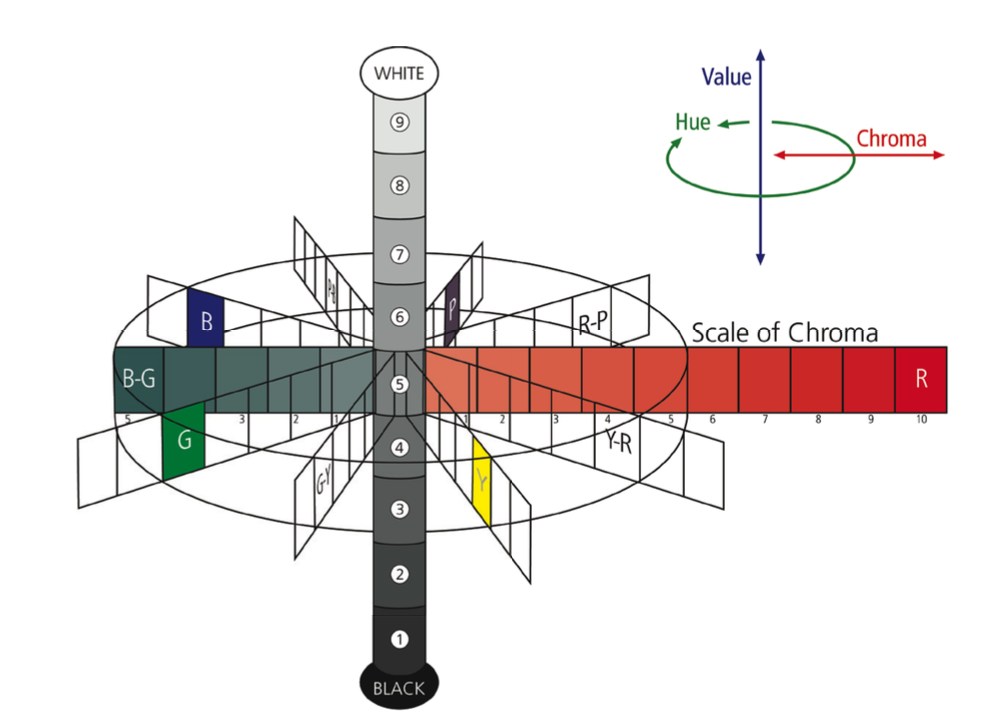
El ojo humano tiene limitaciones a la hora de distinguir las diferencias de color. Además de la pérdida de memoria del color, la fatiga ocular, el daltonismo y las condiciones de visualización, el ojo no puede detectar igualmente las diferencias en el tono (rojo, verde, azul), el croma (saturación) o la luminosidad y la oscuridad. De hecho, el observador promedio verá las diferencias de tono primero, las diferencias de croma o saturación en segundo lugar, y las diferencias de luminosidad / oscuridad en último lugar.
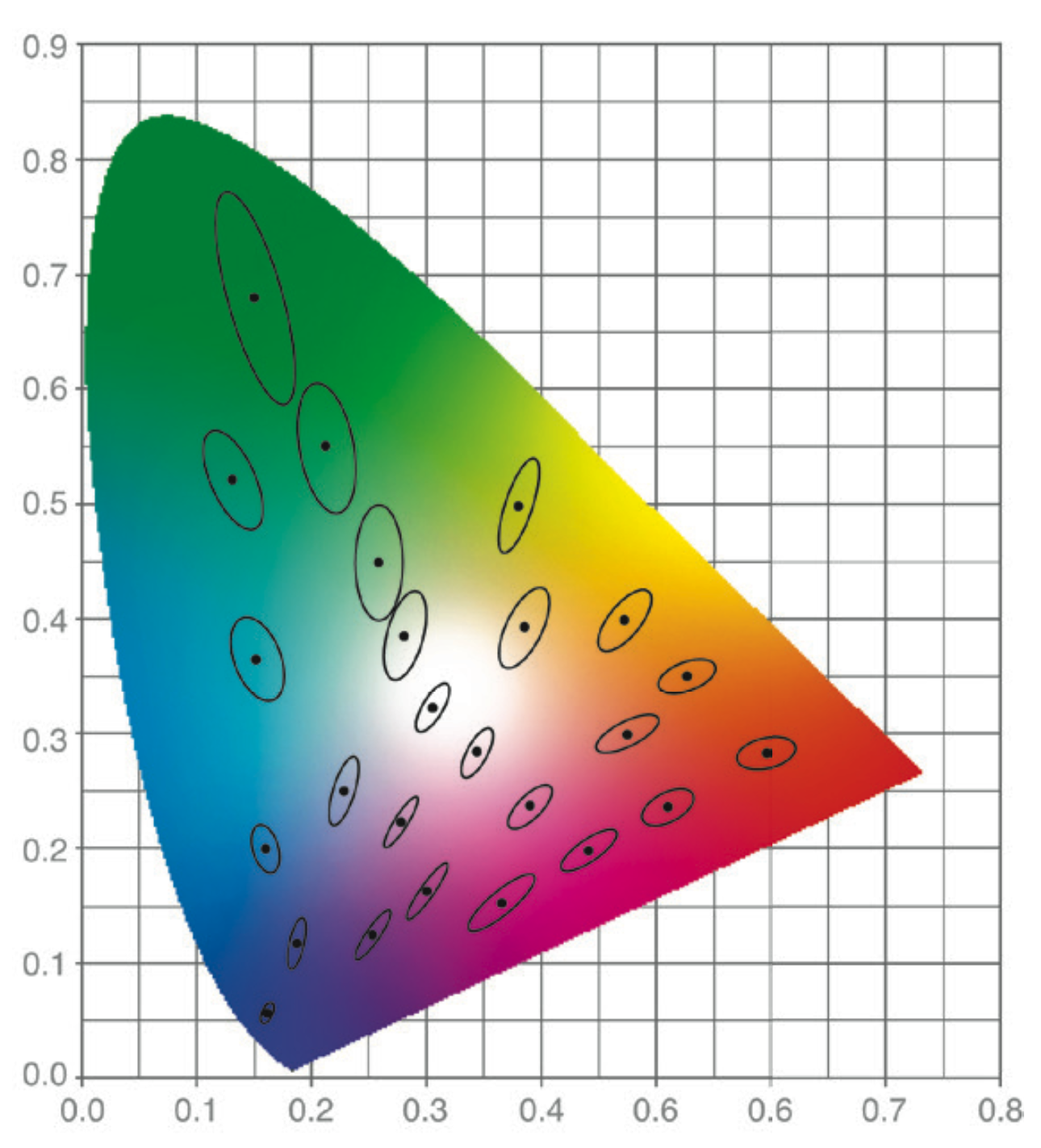
Diagrama de cromaticidad de McAdam
Como resultado, una tolerancia establecida para una coincidencia de color aceptable tiene un límite tridimensional con límites variables para la luminosidad / oscuridad, el tono y el croma. A lo largo de los años, los métodos de tolerancia han evolucionado en un intento de crear un método que se correlacione mejor con la sensibilidad del ojo.
David MacAdam fue uno de los primeros en determinar los límites de perceptibilidad humana para toda una población de colores. Para hacer esto, produjo una gran variedad de estándares maestros, luego cambió el tono, el croma y la ligereza de cada color hasta que sus observadores notaron una diferencia con respecto al objetivo de color. El diagrama resultante, trazado en el diagrama de cromaticidad, muestra zonas elípticas de aceptabilidad visual.
Métodos que mejoran la interpretación del color
1 – CIELAB
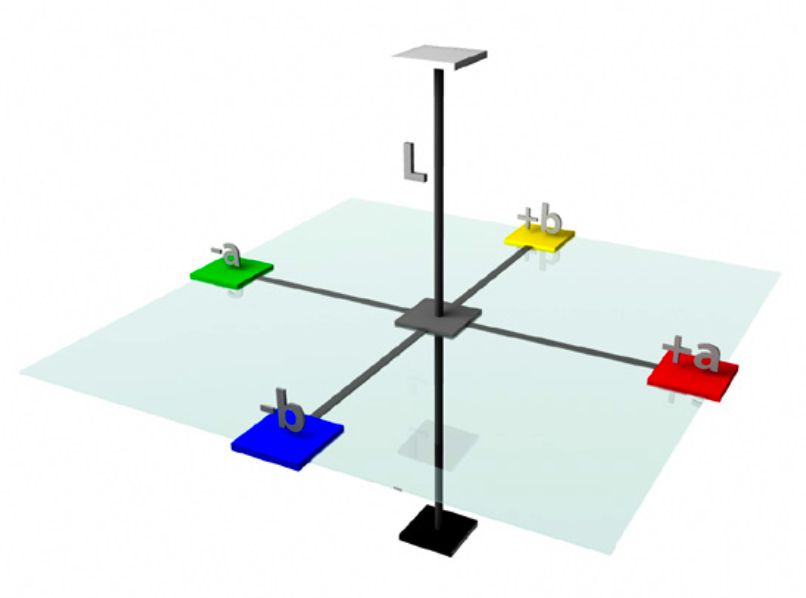
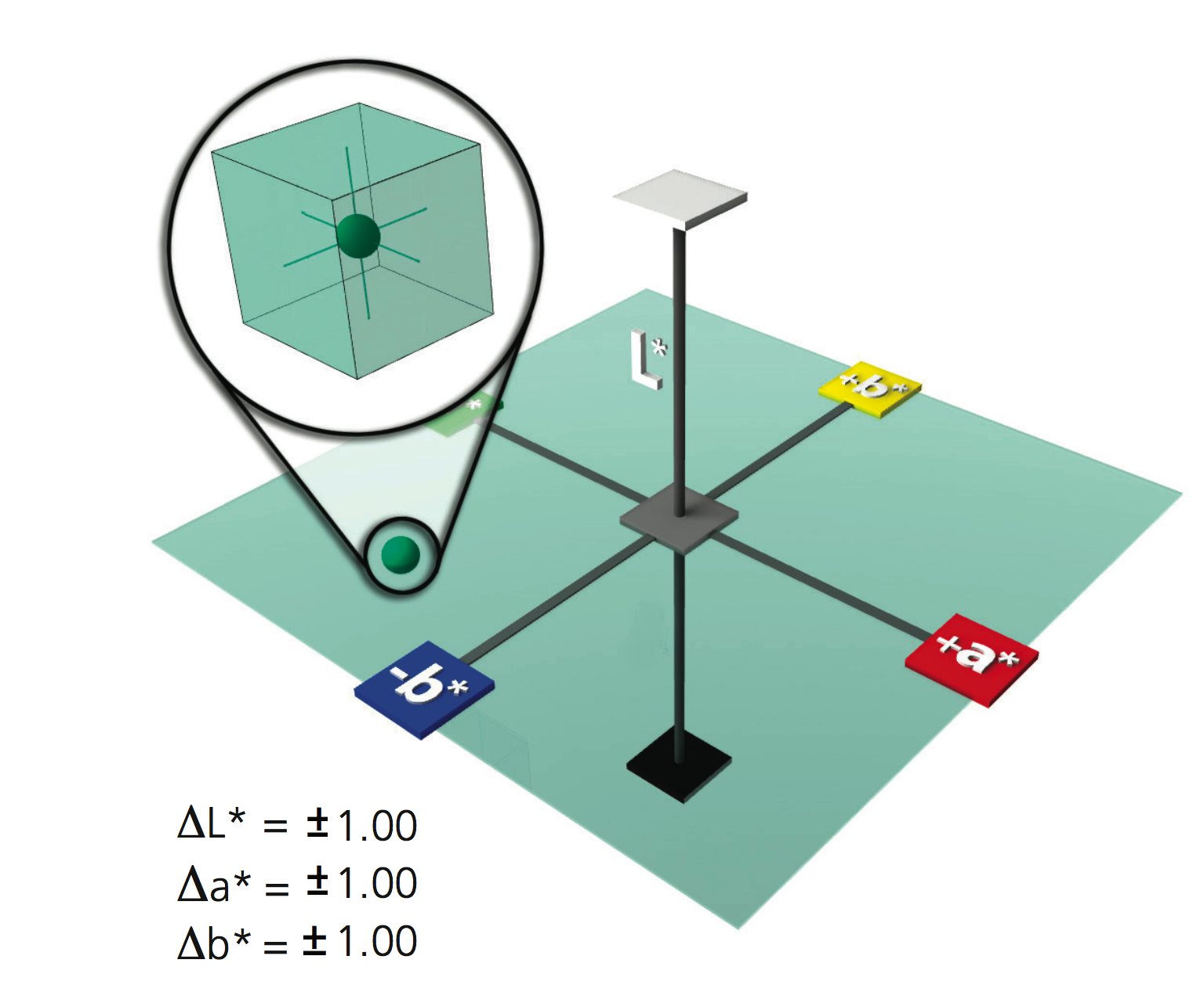
El aspecto 3D del espacio de color CIELAB
CIELAB, o L*a*b*, fue el primer espacio de color aceptado internacionalmente. Los valores de L*a*b* se calculan a partir de los valores triestímulos (X,Y,Z), que son la columna vertebral de todos los modelos matemáticos de color. La ubicación de un color en el espacio de color de CIELAB está definida por un sistema de coordenadas tridimensional y rectangular:
- L* L* indica la luminosidad u oscuridad del color.
- a* es la posición del color en el eje rojo-verde.
- b* es la posición del color en el eje amarillo-azul.
Una vez que se determina la posición L*a*b* de un color, se puede dibujar un cuadro de tolerancia rectangular a su alrededor para indicar la diferencia de color aceptable.
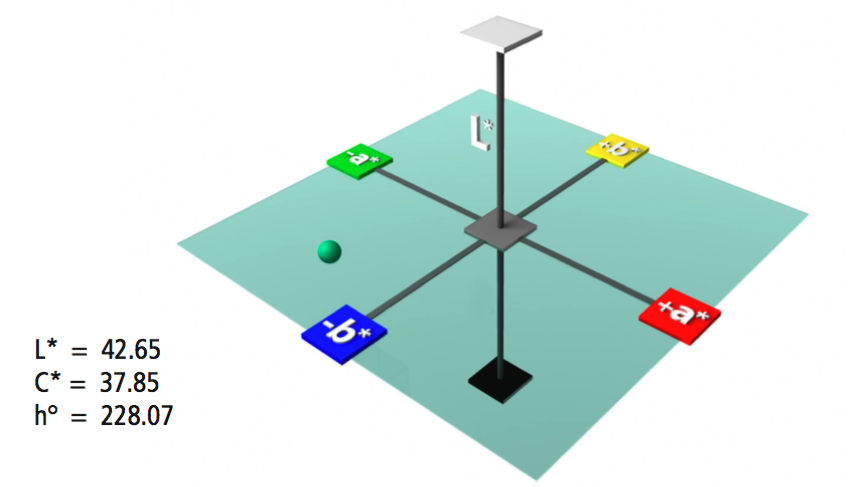
Este color, un tono relativamente oscuro (L* = 42.65, a* = -23.01, b* = 10.50) de verdoso/azul, se define por tres números en el modelo de color L*a*b*. Tenga en cuenta que tanto a* como b* son negativos, colocando el punto medido en el cuadrante verde/azul.
Pero, dado que la aceptabilidad visual es la forma de una elipse y no un rectángulo, hay algunos lugares en el espacio de color L*a*b* donde el uso de una caja de tolerancia puede causar problemas. Algunos colores pueden pasar que no deberían, y algunos colores aceptables pueden fallar.
2 – L*C*h°
Los cálculos de diferencia de color L*C*h° se derivan de los valores de L*a*b*, pero las matemáticas convierten el sistema de coordenadas rectangulares en un sistema de coordenadas polares cilíndrico.
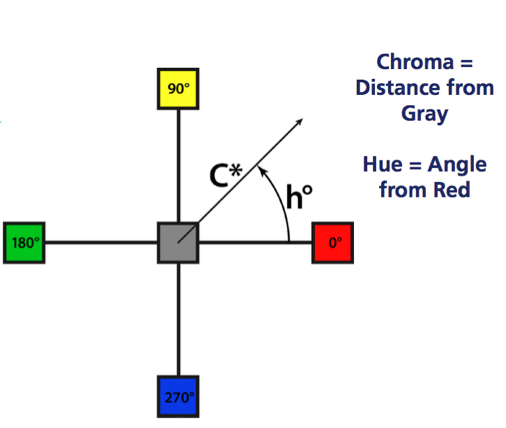
- L* es el mismo que en L*a*b* y representa el plano de luminosidad.
- C* Se calcula la distancia vectorial desde el centro del espacio de color hasta el color medido. Los valores de C* más grandes indican un mayor croma o saturación.
- ∆h° es la diferencia de tono calculada entre dos colores.
El uso del sistema de coordenadas polares L*C* h° para configurar la tolerancia permite girar una caja de tolerancia en orientación al ángulo de tono. Esto coincide más estrechamente con la percepción humana del color, lo que reduce la posibilidad de desacuerdo entre el observador humano y las lecturas o valores instrumentales.
Esta imagen muestra el mismo punto verde azulado en el mismo plano de color que se ilustró como L*a*b*, pero utilizando el sistema L*C*h°.
La siguiente imagen compara la tolerancia en L*a*b* y L*C*h°. El óvalo negro muestra la gama de colores que aparecen visualmente dentro de la tolerancia, mientras que el rectángulo rojo alrededor de la elipse de percepción se registrará como "en tolerancia" por el software de medición de color.

Como puede ver, el sistema L*C*h° se relaciona más estrechamente con la percepción humana, pero aún no es tan preciso como podría ser.
3 – CMC, CI94, y CIE2000
Los métodos de tolerancia más actuales y aceptados son elípticos: DECMC, CIE94 y CIE2000. Estos no son nuevos espacios de color, sino que son cálculos de diferencia de color que se basan en la ubicación del color en el espacio de color. Esto proporciona un mejor acuerdo entre la evaluación visual y la diferencia de color medida instrumentalmente.
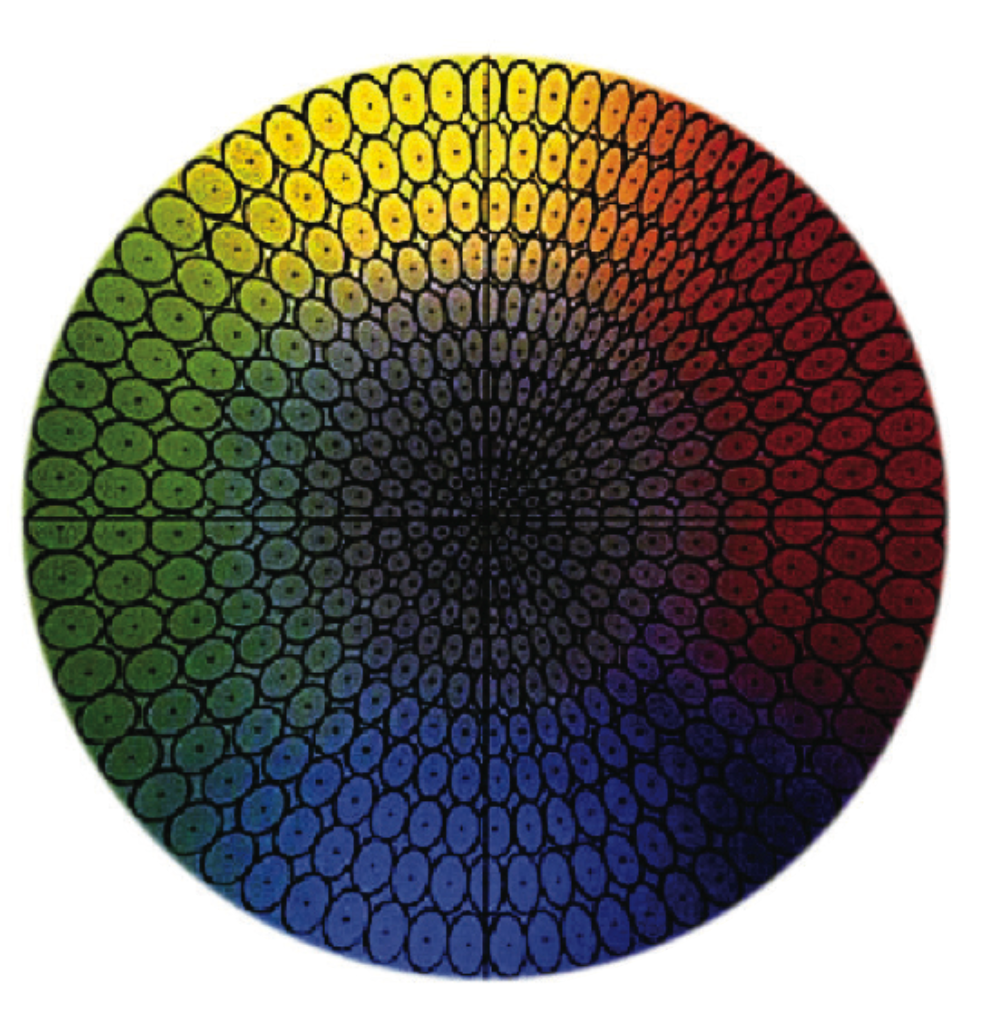
Modelo de tolerancia CMC
La imagen de la derecha muestra una rebanada de estos modelos de color tridimensionales, divididos en dos cercas del ecuador. En el centro es gris, y el croma aumenta mientras se mueve en cualquier dirección. El rojo, con un ángulo de tono de cero, está a la derecha. Moviéndose en sentido contrario a las agujas del reloj, los tonos cambian a naranjas, luego amarillos, luego verdes, etc.
Estos sistemas de tolerancia crean elipsoides de tolerancia en el espacio de color alrededor del color objetivo. El elipsoide representa el volumen de aceptación y varía automáticamente en tamaño dependiendo de la posición del color en el espacio de color para representar más de cerca la percepción visual del color. Como puede ver, las elipses en el área naranja del espacio de color son más largas y estrechas que las anchas y más redondas en el área verde. El tamaño y la forma de las elipses también cambian a medida que aumenta el color en croma.
Estas ecuaciones permiten al usuario variar el tamaño total de la elipse para que coincida mejor con lo que se considera aceptable. El ojo generalmente tiene una mayor aceptación para los cambios en la dimensión de luminosidad (l) que en la dimensión de cromaticidad (c) (tono y croma).
Aunque aún no hemos ideado el sistema perfecto de tolerancia al color, estos métodos de tolerancia elíptica representan mejor cómo vemos las diferencias de color y son estándares reconocidos en muchas industrias.
¿Qué significa esto para quien es fabricante?
- La cantidad de tolerancia aceptable varía según la industria y la aplicación. Por ejemplo, la tolerancia para un recipiente de burbujas de plástico será más alta que el tablero de plástico para un automóvil de $ 35,000.
- Cuando discutas la diferencia de color, asegúrate de que estás hablando del mismo sistema de tolerancia.
- Cuando establezca la tolerancia aceptable dentro de sus instrumentos y software de medición de color, también debe seleccionar el sistema de tolerancia para calcular resultados precisos.
Para obtener más información sobre los modelos de color y la tolerancia, considere nuestro seminario itinerante Fundamentos del color y la apariencia. Verifique cuándo estaremos cerca de usted.
Soluciones destacadas de gestión del color
Más información sobre estos productos destacados:

eXact
El eXact combina una funcionalidad líder en la industria con una interfaz fácil de usar para ofrecer la mejor solución para controlar, administrar y comunicar el color en todo el flujo de trabajo de color.

IntelliTrax2
Escanee la barra de color de una hoja de prensa típica en menos de 10 segundos. IntelliTrax2 es la solución de gestión del color ideal para operaciones de impresión/conversión de alta gama y alta velocidad.

