From laundry soap to paper to socks, it seems that manufacturers everywhere are trying to achieve the brightest whites, and consumers are certainly buying in. These companies use chemical dyes called OBAs to make their whites “whiter” and stay ahead of the competition.
OBA stands for optical brightening agent. You may also have heard it called FWA (Fluorescent Whitening Agent), optical brightener, fluorescent dye, or even just whitener. An optical brightening agent is a special type of dye that is used in paper, packaging, textiles, plastics, paints and coatings, and liquids.
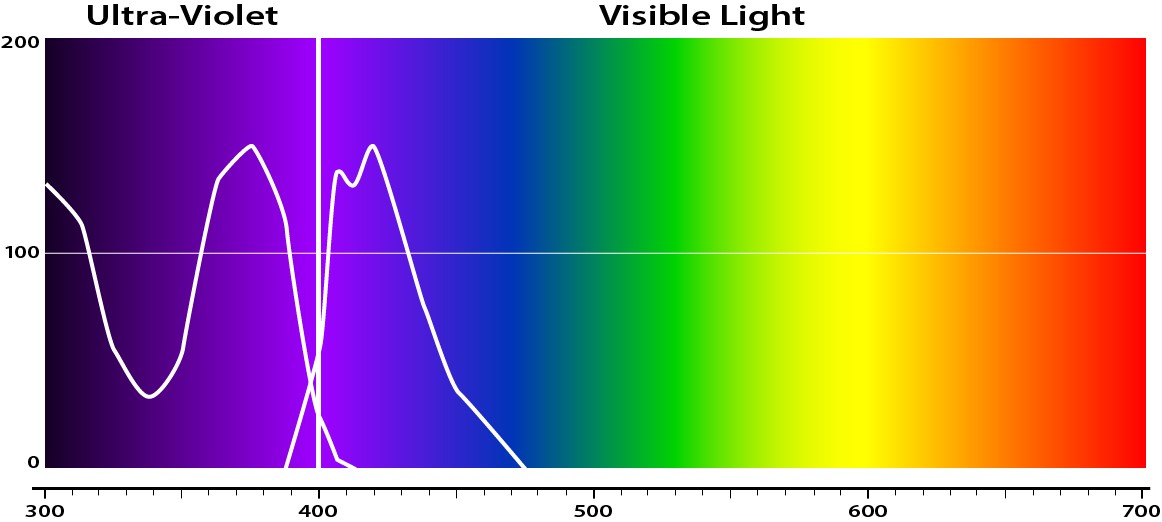
Concentrated OBAs are actually dark yellow. When working properly, they absorb a portion of the invisible ultraviolet (UV) rays from the light source and reemit that energy as visible blue light. This phenomenon, called fluorescence, causes the total visible reflected light from a sample to increase, particularly in the blue range, to give the product a brighter, whiter appearance.
It’s a great visual trick, but OBAs can pose a problem for manufacturers. Although materials and fabrics that use OBAs look similar in production, those same products may look much different under other lighting conditions such as the store, daylight, or household bulbs.
Today we’ll look at some of the ways manufacturers measure, evaluate and control OBAs in their products.
- Use a color measurement device with controllable UV illumination. Since OBAs are yellow, they can trick spectrophotometers into providing incorrect readings. Using a spectrophotometer with a controlled amount of UV energy can provide an accurate measurement.
The Ci7800 and Ci7600, as well as the older CE7000A, Colori5 and Color i7 from X-Rite all have UV filters for true UV-excluded, or UV-calibrated measurements. The exception in the X-Rite product line is the Ci64UV, which does not have a filter. It will measure UV-included, which is partial UV energy, or UV-calibrated, which is adding UV energy to get up to a nominal/calibrated amount.

The Ci64UV allows manufacturers to calibrate UV light to monitor optical brightening agents in materials like textiles, coatings, plastics, and home furnishings.
- X-Rite’s industrial software, including Color iQC, X-RiteColor Master and Color iMatch offers indexes such as Whiteness and Yellowness to help monitor the amount of OBAs in a material. OBAs will also affect colorimetric values, especially CIE b*. Using UV-calibrated measurements of OBA samples, the software can be configured to provide pass/fail on colorimetric values such as DEcmc or DE2000 and Whiteness index to ensure the color and amount of OBA is consistent and within your specifications.
- Evaluate samples under standardized UV lighting. Some light booths contain a near ultraviolet (UV) source of light that is invisible to humans, but causes objects under this form of illumination to glow as the UV rays are converted by the samples to visible light. Visual assessment with UV helps manufacturers determine how the colors of certain products containing optical brighteners will be perceived, since these objects are often used or sold in environments with UV energy as part of the overall illumination.X-Rite’s Judge II offers a UV light setting, while the Spectralight QC also offers UV plus daylight to simulate the effects of optical brighteners and fluorescent whitening agents on color.
To learn more about the way X-Rite is helping manufacturers control optical brighteners in industrial applications, check out our Making the Invisible Visible whitepaper.
