In einer perfekten Welt sollte man in der Lage sein, Farbe in die Druckmaschine zu geben, einen Auftrag auszuführen und Farbkonsistenz zu erreichen. Leider verschwenden Flexo- und Tiefdruckbetriebe jedes Jahr Farbe, Bedruckstoff und Druckmaschinenzeit bei dem Versuch, die richtige Farbe zu finden.

Obwohl die Fortschritte in der Technologie es einfacher gemacht haben, Farbgenauigkeit zu erreichen, gibt es immer noch Variablen, die die Farbe beeinflussen. In dieser dreiteiligen Serie stellen wir mehr als zwei Dutzend Gründe vor, warum Ihre Farbe an der Druckmaschine falsch sein könnte. Das heutige Thema befasst sich mit Hindernissen, die Ihr Farbmessgerät und Ihre Bedruckstoffe beeinflussen können.
1 – Die Wahl des falschen Instruments für die Aufgabe
0°:45°-Spektralfotometer wie unser eXact sind für Druck- und Verpackungsanwendungen sehr beliebt. Wenn Sie jedoch reflektierende Materialien wie Poly- oder Folienballons messen oder mit Metallic-Farben drucken, sollten Sie ein Spektralfotometer mit Kugelgeometrie wie das Ci64 verwenden.
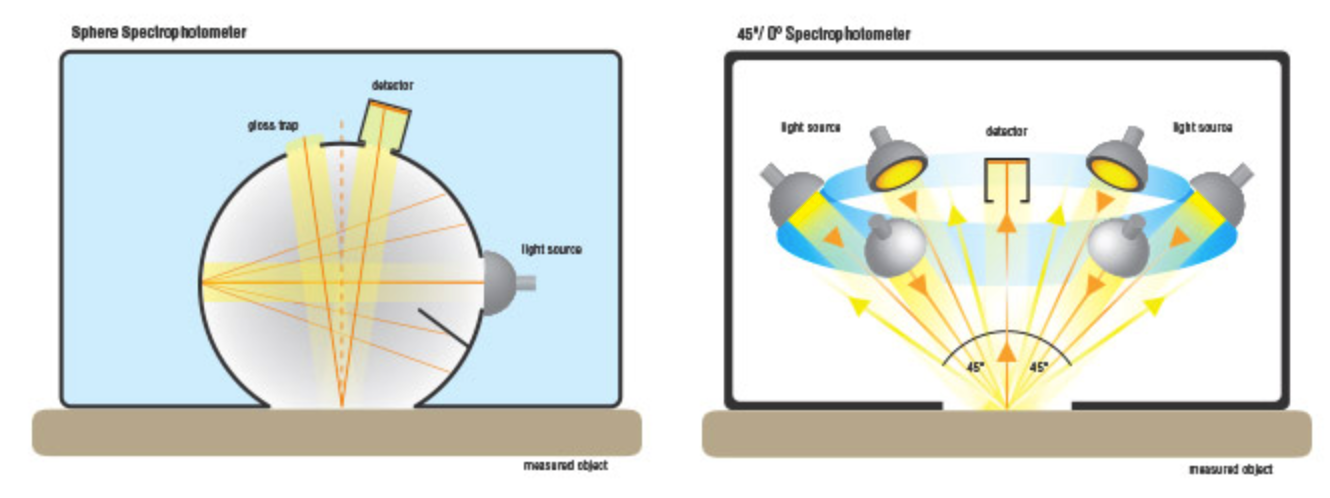
Reflektierende Oberflächen stellen eine Herausforderung dar, da der Glanzeffekt das farbliche Erscheinungsbild der Probe tatsächlich verändern kann. Ein 0°/45°-Spektralfotometer schließt den Glanz aus, um die Art und Weise nachzuahmen, wie ein menschlicher Betrachter die Probe sieht. Daher kann eine Messung an einer Folie mit einem 0°:45°-Spektralpfotometer einen Messwert ergeben, der nicht mit der Art und Weise übereinstimmt, wie das Auge die Probe wahrnimmt. Mit einem Kugelmessgerät wie dem Ci64 kann der Glanz bei verschiedenen Anwendungen ein- oder ausgeschlossen werden, so dass die Messung dem entspricht, was das menschliche Auge sieht. Weitere Informationen finden Sie in unserem Blog Effektive Methoden zur Messung reflektierender Oberflächen.
2 – Verwendung eines nicht kalibrierten oder nicht funktionierenden Spektralfotometers
Ein schlecht kalibriertes Messgerät, insbesondere wenn es heruntergefallen ist, kann zu schlechten Farbmesswerten in der Presse führen. Wenn Ihr Messgerät nicht korrekt misst und Sie die Kalibrierung nicht genau überprüfen, könnten die Farbtechniker Farben anpassen, die nicht verändert werden sollten, nur damit die Software sagt, dass sie korrekt sind.

Dieses häufige Problem lässt sich durch eine ordnungsgemäße Wartung des Geräts leicht beheben. Kalibrieren Sie das Gerät regelmäßig, zumindest vor jedem Bedienerwechsel. Wenn Ihr Gerät nicht kalibriert werden kann oder die Messwerte sehr stark abweichen, ist wahrscheinlich eine Wartung fällig. In unserem Blog "Caring for your Spectrophotometer" (Pflege Ihres Spektralpfotometers) erfahren Sie mehr über unsere Service- und Zertifizierungsmöglichkeiten.
3 – Auswahl der falschen Beleuchtungseinstellungen
Vergewissern Sie sich, dass Sie Ihre Probe mit der gleichen Lichtart und den gleichen Beobachtereinstellungen messen und bewerten wie Ihren Standard. Die meisten Druckereien prüfen die Farben unter D65/10° Mittagssonne oder D50/2° Horizontsonne, aber manchmal geben Kunden ihre eigenen Toleranzen im Voraus an. Überprüfen Sie dies unbedingt, bevor Sie einen Auftrag beginnen.
4 – Vergessen, die Delta-E-Berechnung umzustellen
Delta E CMC war seit seiner Entwicklung im Jahr 1988 die beliebteste Wahl, aber Delta E 2000 hat bei einigen der größten Druckereikunden an Zugkraft gewonnen. Diese aktualisierte Toleranzberechnung ist nachsichtiger, wenn es um das Messen von Farbmustern geht. Weitere Informationen finden Sie in unserem Blog zum Thema Toleranzen.
Bei manchen Arbeitsabläufen müssen Sie für verschiedene Kunden zwischen den Delta-E-Berechnungen wechseln. Im Eifer des Gefechts kann man das leicht vergessen.
5 – Schlechtes Trägermaterial
Das Trägermaterial, das Sie unter Ihr Druckmuster legen, ist sehr wichtig. Viele Proben sind nicht völlig undurchsichtig, so dass das Gerät Farbdaten vom Hintergrund aufnimmt und Ihre Messergebnisse verfälscht. Durch die Verwendung einer Unterlage wird sichergestellt, dass das Gerät nur die Farbdaten erfasst, die es erfassen soll.
Ein Tisch aus rostfreiem Stahl oder Holz ist keine gute Unterlage. Um konsistente Messwerte zu erhalten, verwenden Sie immer dieselbe schwarze oder weiße Unterlage.
Am besten kaufen Sie ISO-konformes Trägermaterial. Wenn Sie sich für ein eigenes Trägermaterial entscheiden, achten Sie darauf, dass es aus der gleichen Charge stammt und im gesamten Messbereich einheitlich ist. Denken Sie daran, wenn diese nicht ISO-konform sind, müssen Sie von der Druckvorstufe bis zum Druck das gleiche Material verwenden.
6 – Manuelle Eingabe von L*a*b*-Werten
Dies kommt immer wieder vor. Ein Kunde schickt einer Druckerei L*a*b*-Werte zum Abgleich, fügt aber nicht den vollständigen Satz an Reflexionsdaten bei, der bei der Messung der Farbe aufgezeichnet wurde. Selbst wenn der Drucker die L*a*b*-Werte manuell korrekt als Farbstandard eingibt, ist die endgültige Farbe möglicherweise nicht korrekt.
Am besten lesen Sie Ihren Standard mit einem Farbmessgerät in die Software ein und exportieren ihn dann als .mif- oder .cxf-Datei. Diese Dateien lassen sich leicht per E-Mail an Kunden verschicken, um sicherzustellen, dass alle mit dem selben Farbstandard arbeiten, der Reflexionsdaten enthält.
7 – Verwendung des falschen Filters (M0, M1, M2, M3)
Um konsistente Messwerte auf Papieren mit optischen Aufhellern zu erhalten und auch eine Übereinstimmung in der Betrachtungskabine zu erreichen, verwenden die meisten Druckspezifikationen jetzt M1. Viele Drucker verwenden einen anderen Messmodus. Dies kann je nach verwendetem Papier und der gelieferten Spezifikation oder Zielsetzung zu einer Diskrepanz im Arbeitsablauf führen. Unabhängig davon, ob Ihr Betrieb die Umstellung vorgenommen hat oder nicht, ist es sehr wichtig zu verstehen, dass einige Standards möglicherweise mit dem einen oder dem anderen Modus eingegeben wurden. Achten Sie auf diese M-Einstellungen in Abstimmung mit Ihrem Betrieb. Wenn Sie die Umstellung vornehmen, müssen Sie möglicherweise viele Ihrer Standards neu eingeben.
8 – Unterschiedliche Betriebsabläufe
Wenn nur ein Bediener diese Schritte befolgt, wird Ihre Farbe nicht einheitlich sein. Sie müssen alles dokumentieren und es allen am Arbeitsablauf Beteiligten mitteilen. Standardarbeitsanweisungen (SOPs) bieten einen Fahrplan, helfen bei Problemen und erleichtern die Schulung neuer Mitarbeiter. Wenn SOPs richtig entwickelt und umgesetzt werden, stellen sie auch sicher, dass jeder das Spektralfotometer auf die gleiche Weise bedient, unabhängig von Schicht oder Standort.
Nächste Ausgabe
Sehen Sie sich Teil 2 und Teil 3 unserer Serie "Warum Ihre Farbe im Druck falsch sein könnte" an, in denen Probleme mit Standards und Druckfarben sowie Umweltfaktoren behandelt werden.
