Ci vogliono solo da 2 a 7 secondi. Proprio così, è solo questo il tempo che un consumatore dedica alla riflessione quando prende la maggior parte delle decisioni d'acquisto di un prodotto. Questo “momento della verità” è oggetto di studio e di molti dibattiti.
Le soluzioni di gestione del colore di X-Rite per stampa e packaging garantiscono livelli eccellenti di controllo qualità, formulazione e automazione.

Il colore è un fattore significativo nel “momento della verità”, se consideriamo quanto riesce a coinvolgerci e a comunicarci. Ecco perché ottenere sempre il colore giusto sin dal primo tentativo è così importante nella relazione tra il brand owner e i consumatori.
I brand manager e i designer di imballaggi dedicano innumerevoli ore ed energie creative per dare ai prodotti l’aspetto ottimale. Il packaging e l’apertura di un prodotto imballato rappresentano un’esperienza e un coinvolgimento che il consumatore ripete continuamente e che aggiunge appeal al prodotto stesso. È importante garantire la realizzazione del progetto originario, sempre e in ogni luogo. Questa è la base per generare coerenza nell'esperienza del consumatore ogni volta che interagisce con il prodotto.
Il controllo del colore e l’uniformità negli imballaggi stampati possono apparire difficili da realizzare, soprattutto se vengono prodotti su vasta scala. Se cambiano i volumi, aumentano le tipologie di packaging e le variabili che incidono sulla qualità di stampa – processi, materiali, tipi di inchiostro, ecc. – e si utilizzano fornitori di ogni parte del mondo, allora può sembrare ancor più complesso, o impossibile, ottenere imballaggi di maggiore qualità.
La qualità del colore non deve essere sacrificata quando cambiano i volumi o se le tipologie di packaging si fanno più complesse.
Perché si commettono errori di colore?
I programmi per la qualità della stampa dovrebbero garantire questo…

…eppure ottieni ancora quest’altro?

La tua situazione specifica potrebbe non essere esagerata come in questa illustrazione. Ma se ti sei mai domandato perché ottieni risultati alterni o non concordanti, noi abbiamo la risposta.
Le tre principali ragioni per cui un programma per il colore del packaging può essere al di sotto delle aspettative.
1. Gli strumenti del passato non sono più sufficienti.
Molti brand owner hanno investito in strumenti per il colore come Guide di stile per i brand owner, valutazioni e standard visivi, ma i designer hanno ancora difficoltà a specificare il colore giusto negli elementi grafici.
I riferimenti visivi, come le prove colore, i drawdown di inchiostri e i cataloghi di colori sono un punto di partenza nel percorso di un brand owner nel mondo del colore. Le sfide di un approccio esclusivamente visivo alla specifica e alla verifica del colore sono di due tipi:
Prendere in considerazione gli effetti dei diversi substrati, processi di stampa e tipi di inchiostri. È costoso produrre campioni per ognuna delle variazioni. E dato che si producono campioni fisici, ogni campione può essere potenzialmente prodotto con lievi variazioni.
Gli standard fisici devono essere distribuiti e conservati. Se hai un unico fornitore, questo aspetto è abbastanza semplice. Ad un certo punto, il numero di persone e aziende che ha bisogno di una “copia” del campione aumenterà, con un effetto diretto sull’aumento dell’impegno lavorativo necessario. L’integrazione della specifica digitale del colore nella procedura può alleggerire i vincoli in materia di comunicazione e manutenzione, e andare a completare i campioni fisici.
2. Il circolo vizioso tra design e produzione fa sprecare tempo.
È molto facile rimanere intrappolati in tale circolo. Spesso, i designer ritengono che ci sia un problema di precisione del colore e lo esprimono in questo modo alla produzione: “Questo è il massimo che posso fare per il processo di produzione”; quando in realtà il problema sta nella specifica del colore e nell’allineamento tra materiali di imballaggio.

Hai notato il disallineamento cromatico tra l’alluminio e il cartone riciclato? Questo blog spiega in che modo errori di lieve entità possono produrre un effetto a valanga e portare al temuto “accumulo di errori”.
3. È costoso adattare i tradizionali programmi per la qualità del colore.
Esistono vari tipi di programmi per la qualità del colore, ma in genere hanno un aspetto in comune: inviare persone in loco per monitorare la produzione di stampa, autorizzare il colore in macchina da stampa e spedire prove o campioni in tutto il pianeta. Queste procedure manuali sono inefficienti, costose e determinano lunghi cicli di approvazione.
E soprattutto, i tradizionali programmi per la qualità della stampa non sono scalabili. Quando il gruppo di fornitori è ridotto e controllato, per i brand owner è più facile microgestire la qualità mediante procedure manuali. Il dimensionamento richiede una strategia del colore sistematica, trasparente e integrata negli interventi lavorativi quotidiani dei fornitori.
L’integrazione del digitale rappresenta una sorta di equalizzatore per la qualità del colore
Per realizzare imballaggi che si vendono, i brand owner – in particolare quelli operativi in filiere di produzione globali – devono passare da un approccio di assistenza pratica a un approccio tecnologico per tenere sotto controllo i costi e ottenere risultati coerenti.
Una volta chela valutazione del colore passa da un riferimento fisico a un valore digitale comune noto, ogni persona che interviene nel workflow riesce a svolgere un lavoro migliore per realizzare l’originario intento cromatico del design.
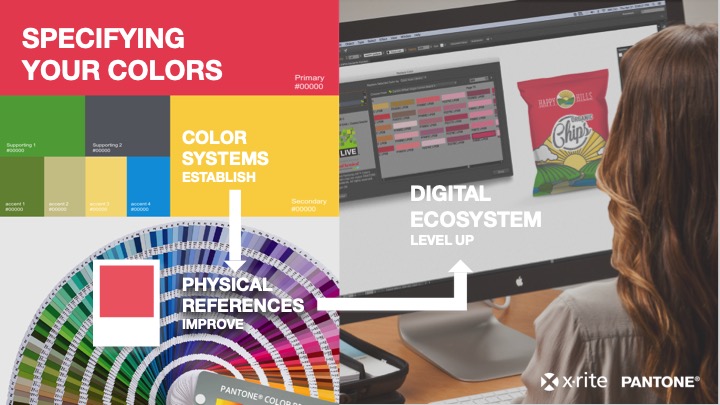
Per ottenere risultati cromatici migliori sui diversi materiali per packaging, bisogna iniziare a definire e specificare i colori esatti ai fornitori. Un ecosistema digitale permette di estendere le indicazioni ai fornitori, in modo che possano fornire risultati realizzabili in linea con le aspettative.

Il messaggio chiave: : Le attività del packaging sono connesse grazie alla tecnologia digitale del colore; specificando il colore digitale ai fornitori si garantisce un grande impatto con uno sforzo relativamente ridotto.
Non sai da dove iniziare?
Nel nostro sito web offriamo numerose risorse eccellenti per aiutarti a scoprire tutto sul colore digitale. Eccone alcune.
Scopri come ottenere il colore giusto negli imballaggi del brand
Gli esperti del colore X-Rite Pantone per il packaging hanno elaborato questa esauriente guida per aiutarti ad armonizzare persone, processi e tecnologie all’interno della tua filiera di produzione degli imballaggi, e a ottenere colori uniformi e accurati in ogni angolo del pianeta. Scarica una copia gratuita per apprendere i suggerimenti per migliorare il tuo programma di qualità del colore e della stampa al fine di ottenere colori più uniformi sul brand packaging, con meno sforzi e rilavorazioni.
Scopri come si attivano altri brand
- Azienda di prodotti di consumo riesce a commercializzare i prodotti 4 volte più rapidamente. Case Study: Alcuni anni fa, ci siamo lanciati nell'avventura del colore digitale con un paio di importanti brand owner. Quando alla fine siamo arrivati alla fase delle prove di stampa, i risultati sono stati travolgenti persino per noi. Non erano leggermente migliori… lo erano dell’80%, 82%, e persino del 96% in un caso. Scopri in che modo l’integrazione del digitale, come equalizzatore, ha migliorato drasticamente la qualità del colore e ridotto i tempi di commercializzazione per questi brand owner.
- Blog Gestione del colore di più brand: Cosa succede se devi gestire più di 2.000 colori del brand in una complessa filiera di produzione globale del packaging? In questo blog, il rappresentante di un’azienda del settore FMCG spiega le conseguenze del raccogliere una vastissima libreria e di come ottenerne il controllo.
- Blog Uniformità del colore con PantoneLIVE: Se garantire l’uniformità del colore è parte delle tue funzioni, allora dovresti scoprire tutto su PantoneLIVE. I nostri clienti riferiscono che li aiuta mediamente a commercializzare i prodotti quattro volte più rapidamente.
Cogli i vantaggi dei nostri servizi di consulenza a distanza
Iniziare può essere difficile. I nostri esperti del colore possono collaborare con te per digitalizzare la tua libreria dei brand e implementare strategie del colore per ottimizzare il programma di qualità della stampa. Scopri le nostre più popolari proposte di consulenza in questo blog, oppure contattaci per personalizzare un programma online o in sede adatto alle tue esigenze.
