As an Applications Engineer and Technical Support Specialist at X-Rite, I get a lot of calls from frustrated customers who don’t understand why they can’t get their color right. They’re tired of the trial and error, rework, and wasted materials that are impacting their bottom line and credibility with customers. They just want their color workflow to WORK and FLOW.
Why is it so hard?
Today we’ll walk through the top 8 reasons color control programs fail, so you can evaluate and improve yours.

-
Color can – and must – be quantified.
How else can you communicate it? Human comments are subjective, which leads to communication errors and confusion. A little lighter, a touch redder, or a smidge bluer are impossible to achieve without hours of trial and error. However, if your customer says they want DL* 1, DC* 1, and DH*1, you can produce that with 100% confidence.
-
A spectrophotometer isn’t a complete color system.
Yes, a calibrated spectrophotometer is very important for quantifying color, but it’s only the first step in establishing print color control. You also need color management software to analyze, track and communicate that color, and a calibrated light booth for quality control. When used together, these three tools address both visual and instrumental evaluation and approval.
-
Viewing a sample in the parking lot is not considered standard D65 lighting.
It may seem like you’re saving money by not investing in a light booth, but it will actually cost you more in the long run. Natural daylight is dynamic, so to have it agree with standard lighting, you can only evaluate between 11am and 2pm using North Sky Daylight. What if it’s a cloudy day? And what does third shift do?
The benefit of a calibrated light booth like the Judge QC is that it comes with light sources that agree with CIE standard illuminant values, which are used for calculating colorimetrics in color management software. Everything agrees, so you can make confident decisions and easily evaluate whether color is right.

-
Our eyes can’t be trusted.


The human eye is a marvel indeed, but it’s also prone to limitations. If your quality control person has sub-par color vision, there’s not much a light booth can do to help him or her make good color decisions. Everyone who is involved in visual evaluation must have taken – and passed – the Farnsworth Munsell 100 Hue Test.
Want to know if your color vision passes the test? Check out X-Rite’s online challenge, and share it with your friends and colleagues! (Although it’s a fun activity, the online version isn’t a substitute for the real FM 100 Hue Test.)
-
There are three types of DE tolerancing models, and two of them are antiquated.
A lot of companies utilize old tolerancing models without even realizing it. Spherical tolerancing, such as the original Hunter Delta E and DeltaE* are static and don’t work visually in some areas of color space. Did you know it’s harder for humans to detect difference in darker colors than lighter colors? Although you can pinpoint a color and give it a name, these older models don’t address the dynamic nature of color space.
In the past 50 years there has been much study and research into the measurement of color and the ability to control shade so that both seller and buyer agree when quality is acceptable. As technology improves, so do tolerancing methods. The newer elliptical methods are clearly the best performers so far, with DEcmc, DE94, and DE2000 leading the pack in visual accuracy. Of course, change is difficult (and expensive), so some industries are stuck using outdated spherical tolerance models.
-
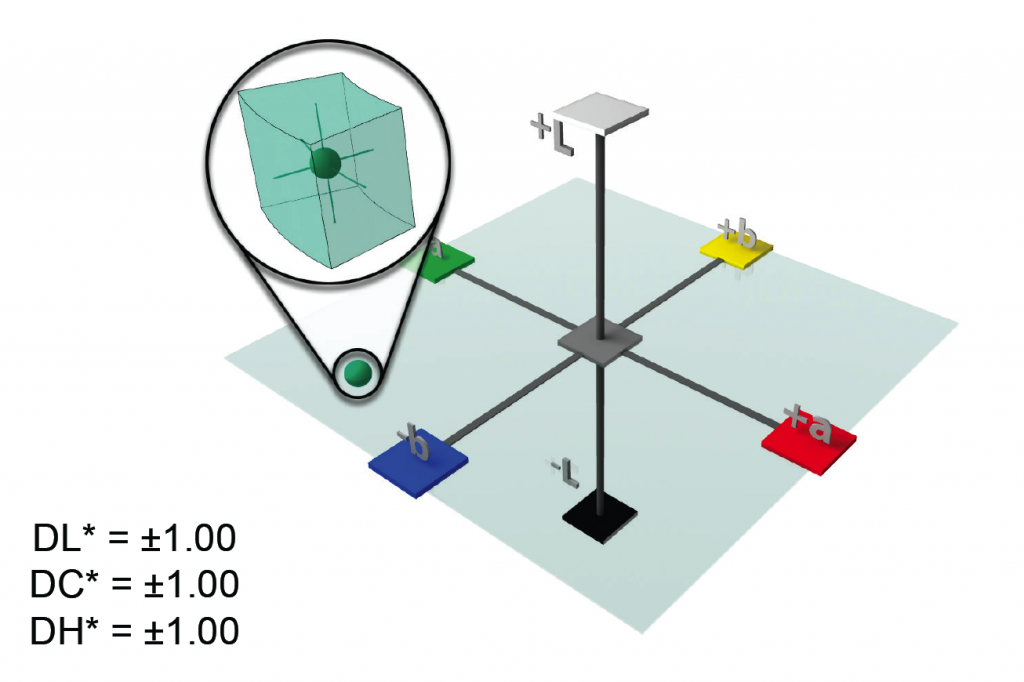
Designers and scientists speak different languages.
I know this first hand, because my daughter is a classically trained art student and educator, and I am a color scientist. We’ve been debating color at the dinner table for years, and I finally figured out why. My daughter the artist speaks Munsell’s language of L*C*h°, and I speak the L*a*b* dialect of industrial science.
Designers are concerned with lightness, chroma and hue, but that means nothing to me if I’m in a lab tinting and shading a batch of product. I can’t grab a can of “chroma” and add it the batch. The language that makes sense to me is L*a*b* because it tells me how much red, green, yellow or blue I need to add to achieve my target color. Luckily you just need to be aware of this disconnect between designers and scientist because color management software can do the L*C*h° to L*a*b* conversion for you.

Here both methods of color specification are illustrated. The first method is L*a*b* and the second L*C*H*. Remember that the area outside of the perception ellipse is still recorded as “good” by the software. This is a color that would ship instrumentally, yet be visually poor to a trained eye. If you were at the beginning of a color control QA program and could build your data either way, which method would you choose?
-
All of your tools must be set to the same conditions.
Once you’ve invested in a color management system that includes a color measurement device, software, and a light booth, you need to make sure they are all set up the same way. For example, if your spectro and software combination is set to measure in L*a*b* and your customer is set to calculate using L*C*h°… or if your software is set to D65, but your light booth is set to F2 (CWF), you can’t make good color decisions. When creating and controlling color, you have to compare apples to apples.
Using the Ci7800 to measure Pantone® 17-1463 TCX, Tangerine Tango.
-
You don’t know what you don’t know.
It’s true. You may think you’re doing everything right, but if you (or worse, your customers) are rejecting a lot of products, then there’s more you should know. Education is the cure for that. From eLearning to national seminars to customized on-site training, X-Rite Color Services can help you learn everything you need to know to establish accurate and effective color control.
