You’re at the grocery store, trying to choose a new snack. With so many brands on the shelf, how will you decide? If you’re like most consumers, you’ll probably reach for the most attractive package.

Color and packaging play a leading role in brand success, and metallized substrates are more popular than ever. Consumers love them because they convey quality and offer additional strength and protection, but for printers, metallized substrates are expensive and make print color control a challenge.
If you’ve established a good workflow for your paper-based products, but metallized substrates are throwing you for a loop, you’re not alone. Reflective surfaces are very different, and what works for one doesn’t necessarily work for the other. Today we’ll look what does and doesn’t work, so you can add metallized substrates into your production repertoire.
Three most common mistakes printers make when dealing with metallized substrates.
1 – Measure using a 0/45°.
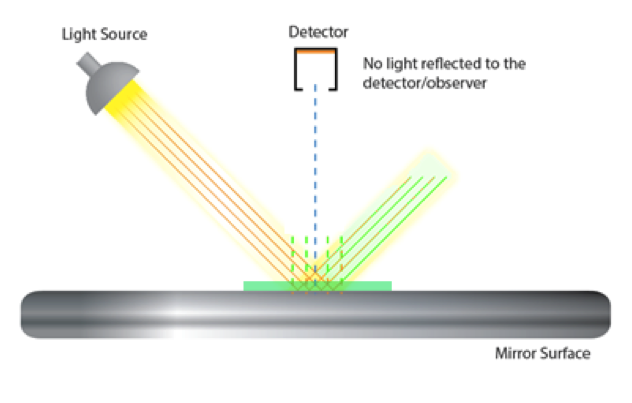
A 0/45 device cannot effectively measure mirrored surfaces
Although they’re a great choice for digitizing color on traditional paper and films, they do have one vice – reflective surfaces. Since 0/45°s collect light at an angle of 45-degrees to where light hits substrate, they have trouble reading a surface that reflects light in every direction. If you try, you’ll probably get nearly black results.
This is further complicated by ink concentration. As soon as you start to add ink, you start to collect a small amount of light. Ink transparency plays a role in how much light is collected. If you have two different formulas, you could get similar results on paper, but very different results on a metallized substrate.
2 – Simply printing white first, with little or no control, then laying ink on top.
To provide a consistent base for color, white ink must be applied in a repeatable and uniform manner. If you don’t measure the white ink before laying ink on top, mottling, pin-holing and other defects that lead to uneven white ink coverage can go undetected and result in inconsistent measurements of the colors applied on top. To achieve control across production runs and locations, you must be able to achieve stable and uniform white ink opacity.
3 – Visual evaluation.
Visual evaluation on reflective surfaces is nearly impossible. If you hold the package one way the color may look acceptable, but if you turn it to the side or step into the sun, the color changes. Although it may pass in your opinion, will the brand owner see it the same way? Will the final color match the companion packaging on the store shelf?

To control color on metallized surfaces, your workflow doesn’t have to change much. You might just need different tools.
Three best practices for color managing reflective surfaces.
1 – Choose a sphere instrument.
Unlike a 0/45°, a sphere can capture all of the light that is reflected from the surface for an accurate measurement. Another benefit is the ability to measure both specular included (SPIN – which captures all the reflect light for an accurate measurement of the color), and specular excluded (SPEX – which subtracts the gloss component for results that look a little like those from a 0/45°).
Most people measure specular included because it provides the maximum reflectance of light for the best consistency. However, modern sphere devices measure both to give you additional flexibility and calculations. Check out our recent SPIN vs. SPEX article to learn more.

The X-Rite Ci64 is an excellent choice for packaging workflows that include metallized surfaces.
2 – Establish and digitize your standards.
 Just like with traditional ink on paper, producing color by the numbers doesn’t leave room for misinterpretation. If you digitize your standards, you can compare them against production at all sites.
Just like with traditional ink on paper, producing color by the numbers doesn’t leave room for misinterpretation. If you digitize your standards, you can compare them against production at all sites.
Once you establish consistent standards, you can rationalize ink recipes and install press-ready inks so your ink formulators no longer have to compensate for variance on press. It also makes it much easier to evaluate your process for inconsistencies, because if the same ink is being delivered every time, any variation is probably production-based.
3 – Incorporate software to monitor and control process variations.
Adding software like X-Rite ColorCert or X-Rite Color iQC to your color workflow can provide many benefits for monitoring, tracking, and correcting process fluctuations. Sometimes tolerances and thresholds are set by the customer or brand owner, or you can add your own to easily recognize changes in deltaE.
Monitoring color variations numerically allows you to recognize, track, quantify and trend color shifts. Using software also opens up additional options you may not be aware of for metallized substrates.
- Capture whiteness measurements as part of the measurement process to define and control bottom coating and printed whites.
- Opacity measurements to determine how an ink will appear on both black and white surfaces, which is very important for metallized surfaces. What strength do you need to hide the background?
- Ink strength measurements to determine where issues lie. Is it a color variance? A shift in strength due to film thickness? This can be a far more effective than measuring density alone.
- Investigate gloss levels by comparing SPIN and SPEX measurements. Since modern sphere instruments automatically capture both, you can use software to compare this data and evaluate the level of gloss.

This image shows a measurement using SPIN (top) and SPEX (bottom). The SPIN measurement is lighter, while the SPEX is darker because it does not include the reflectance.
Metallized substrates are very popular, and they’re not going away anytime soon. Following these three guidelines for controlling color on reflective surfaces can help you reduce expensive waste and gain a greater competitive edge.
